by Rozalia Papp, Air Liquide, rozalia.papp@airliquide.com
I. Introduction
Deep Cryogenic Treatment (DCT) can be defined as “the creation of structural and mechanical changes in materials by exposing them to cryogenic temperatures.” It exhibits great potential to increase the service life of industrial tools, gears, brake rotors, automotive and aerospace engine parts and some composites, as well as medical devices, dental materials and surgical implants. It is a process that has been reported to produce manyfold enhancement of the performance and life of metals and some plastics, especially where fatigue failure and corrosion or abrasive failure are probabilities [1, 2, 10]. This article seeks to inform the reader about the history, development, available research, uses and possible applications of DCT and what can be expected in the future from this process.
II. Definitions of Terms
Cryogenic temperatures as defined by the Cryogenic Society of America [3] are temperatures below 120K (-244°F, -153°C). More information on cryogenic temperatures is available from the National Institute of Standards and Technology (NIST) [4].
DCT is to be distinguished from a metallurgical process called “cold treatment.” Cold treatment uses temperatures down to -140°F to reduce retained austenite in heat-treated steels and heat-treated cast irons. The results of cold treatment are the release of some residual stresses and an increase in hardness.
“Cryogenic tempering” is a name that has become popular for the process but is a misnomer, as tempering is defined by ASM’s Metals Handbook as “reheating hardened steel or hardened cast iron to some temperature below the eutectoid temperature for the purpose of decreasing hardness and increasing toughness.”
DCT is not a substitute for heat treating and encompasses more than stress relief. It is usually applied after conventional heat treatment to alter certain properties of heat-treated components.
What are cryogenic temperatures according to ASM? The scientific community generally defines cryogenic temperatures as temperatures below 123K (-238°F, -150°C). This, admittedly, is an artificial upper limit. Temperatures used presently in cryogenic treatment are generally 89K (–300°F, –185°C). These are temperatures easily reached with liquid nitrogen. Some work is being done with liquid helium at temperatures down to –268°C (–450°F, or approximately 6K) [21].
III. The Cryogenic Cycle
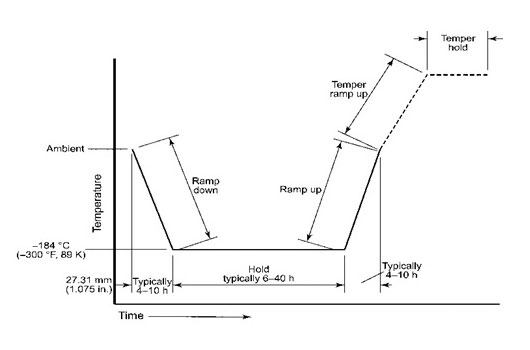
Ramp down: In most cycles, the temperature is ramped down to 89K (-300°F, -184°C) from ambient temperature in 4 to 10 hours. This slow descent in temperature helps reduce the temperature gradient within the component and keeps stresses to a minimum.
Hold: The temperature is held at or below 89K for a period of time, typically from 6 to 40 hours.
Ramp up: The temperature is brought back to ambient over a period of 4 to 10 hours.
Tempering: Tempering is used to treat any primary martensite that may have formed. Some materials require double or even triple tempering. The tempering cycle is not always required. Tempering temperatures and times vary with the material and the size of the part.
The actual times used in the cycle vary, depending on the material being processed and the size of the component. For instance, for optimum effect metals like D2 steel are held at -300°F for around 36 hours, whereas metals with significant cobalt are held for less than eight hours [5, 6]. This indicates that optimization is often achieved empirically with various DCT cycle recipes, and that research into optimum cycle profiles for different materials is needed in the future.
IV. Why is the Process Slow to Achieve Market Acceptance?
It is widely believed by many, if not most, metallurgists that the only operative result of exposing metal to cryogenic temperature is the conversion of retained austenite to martensite. However, one of the most striking applications of DCT is the treatment of cast iron brake rotors that are used in some automotive braking systems. These rotors are usually made of SAE J431 G3000 cast iron. The microstructure is pearlitic with some ferrite and carbide but no austenite detected after laboratory tests. Yet DCT has been found to increase the wear resistance and life of those brake rotors, particularly with demanding users such as race car drivers [7] and police fleet vehicles. Frederick Diekman of Controlled Thermal Processing participated in extensive laboratory and practical testing of brake rotor wear. These tests show an increase in lifespan three to twenty times that of untreated rotors (depending on quality of castings as inclusions, porosity, dross, etc.; it is recommended that a thorough quality check of parts be performed before DCT treatment for consistent results). This result of DCT remains therefore unexplained and does not even translate into measurable hardness or fracture toughness increases or known microstructure phase changes. In the face of such lack of explanation, the marketplace is hesitant to embrace such an application.
This implication is in direct disagreement with research, such as a recent paper on DCT of cemented carbide cutting tools [14] that noted a phase forming during the process. The reality is that unusual property transformations have been proven to happen at lower temperatures: superconductivity at cryogenic temperatures in certain crystal structures is a famous example; superfluidity of liquid helium is another example of phase change occurring around 2K. The absence of a clear-cut understanding of the mechanism(s) by which cryogenic treatment improves performance has hampered its widespread acceptance by metallurgists. Nonetheless, it is important to review the studies done to determine the effects of cryogenic treatment on the performance of materials in a variety of applications.
V. Theories of How DCT Affects Materials
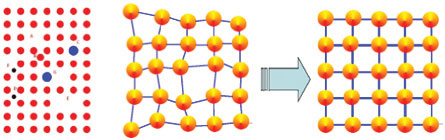
One application of DCT involves the more nearly complete transformation of retained austenite into martensite. This transformation has been verified theoretically and experimentally by x-ray diffraction measurements [8, 18], and as such is no longer a theory, but a scientifically proven, controlled and repeatable phenomenon. Another observed phenomenon in DCT is based on the strengthening of the material believed to be brought about by the precipitation of submicroscopic carbides as a result of cryogenic treatment [8, 10, 11, 16, 18]. Allied with this is the reduction in internal stresses in the martensite that happens when the submicroscopic carbide precipitation occurs. A reduction in micro-cracking tendencies resulting from reduced internal stresses is also suggested as a reason for improvement of related mechanical or metallurgical properties.
DCT does not generally create large increases in hardness if the heat treating of the part has been done correctly. It does, however, make the hardness more uniform in the part [20].
Until now, most DCT applications have been a result of empirical developments. A scientific understanding of the process may prove a way to even further optimize the performance as well as the repeatability and reproducibility of improvements resulting from DCT.
VI. Examples of DCT Treatment Applications in Industry
DCT is reported to relieve residual stresses, repair surface defects detectable by eddy current, precipitate fine Eta carbides in steels with carbide forming elements, convert retained austenite to martensite, change vibrational sound characteristics and reduce electrical resistance [19].
DCT is being used in the automotive racing and aerospace trades to increase component life. Engines used under racing conditions have been reported to last up to five times as long when treated. DCT-treated valve springs have shown six times the life of untreated ones. Brake rotors used in auto racing and by some police cruisers have lasted four to five times longer than untreated rotors. Manufacturing uses DCT to increase the life of tools and thus increase throughput while reducing costs. A major automotive manufacturing company concluded in a research paper that DCT could cut their tooling costs in half [9]. Table 1 shows one example of the considerable increases in wear resistance observed after DCT treatment on various metal alloy samples.
Carbide cutting tools are a staple of the metal cutting industry. They are expensive but allow faster and more accurate cutting. DCT has been shown to increase the life of these expensive tools considerably. A recent doctoral thesis found that DCT creates a phase change in the material. This change is reversed if the tool becomes too hot, which explains why the process works well on tools used for interrupted cuts [10].
Another interesting application is to use the process as a nondestructive quality assurance measure. This is particularly being looked into in the aircraft industry. Metal parts can change volume and shape in use due to vibration and temperature cycling making changes to the crystal structure of the metal. At the 2011 ASM Heat Treating Conference in Cincinnati, an aircraft engine repair company, Victor Aviation from Palo Alto CA, presented a method using DCT to find components that would have had excess size change and eliminate them from rebuilt engines.
DCT can bring excellent benefits to the medical field as well. Since the process stabilizes components so that they maintain their as made dimensions, anywhere precision and long life is desired is a good opportunity to consider DCT. In the medical field, cutting instruments such as surgical scissors and scalpels greatly benefit from DCT, as the process increases their cutting life and improves their precision and feel when cutting [15]. Moreover, DCT can potentially improve the life of medical devices that are subjected to gradual deterioration of the material resulting from chemical and biological attacks. This environmental effect is most often caused by an electrochemical reaction or physical processes like the effects of fluid or gas flow or even by contacts between the surfaces. A medical device often faces the challenges of corrosion within and outside the human body. A robust and cost effective medical device must be functional within the corrosive environment of human body fluids. Moreover, devices must be sanitized and cleaned in the medical and pharmaceutical industries. During this process, they can undergo corrosive attack that can seriously affect the functional life of these devices.
Recent studies by Wayne State University indicate that cryogenic processing can potentially improve the corrosion resistance of these devices because DCT forms a very thin layer of nitrides over the surface that can provide improved corrosion resistance. Though this study is still in its infancy and a detailed and thorough investigation is needed, preliminary test results show good promise.
VII. Conclusion
DCT is a process that can greatly increase wear resistance and reduce component failure. It is still in its infancy but promises to have a great future.
CSA has established the Cryogenic Treatment Database, which lists publications on the subject of cryogenic treatment [17]. The society states, “The purpose of the database is to encourage scientific research in the field of cryogenic treatment by providing a public and central source for information relating to the cryogenic treatment industry.” The database is available to anyone at http://www.cryogenictreatmentdatabase.org.
References
[1] Effect of Cryogenic Treatment on Corrosion Resistance; Barron, Randall F. and Thomson, R. H.; published in Defense Technical Information Center OAI-PMH Repository (United States) 1998.
[2] Cryogenic Processing: A Study of Materials at Low Temperatures; Kalia, Susheel; Journal of Low Temperature Physics, 2010, 158 pages 934 to 945.
[3] http://www.cryogenicsociety.org
[4] NIST web site, http://cryogenics.nist.gov/AboutCryogenics/about%20cryogenics.htm
[5] Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel; D. Das, A.K. Dutta, K.K. Ray; Cryogenics Volume 49, Issue 5, May 2009, pages 176-184.
[6] Influence of Cobalt on the Cryogenically Treated W-MO-V High Speed Steel; C.L. Gogte, D.R. Peshwe, R.K. Paretkar; Cryogenic Treatment Database, November 2010.
[7] Cryogenics, The Racer’s Edge; Roger Schiradelly, Frederick Diekman; Heat Treating Progress, November 2001, pages 43-48.
[8] Effect of cryogenic treatment on distribution of residual stress in case carburized EN 353 steel; Bensely, Venkatesh, et al; Materials Science and Engineering,
A479 (2008), pages 229-235.
[9] Effect of deep cryogenic treatment on the mechanical properties of tool steels; A. Molinari, M. Pellizzari, S. Gialanella, G. Straffelini, K. H. Stiasny; Journal of Materials Processing Technology 118 (2001), pages 350-355.
[10] Microstructure of cryogenic treated M2 tool steel; J. Y. Huang, Y. T. Zhu, X. Z. Liao, I. J. Beyerlein, M. A. Bourke, T. E. Mitchell; Materials Science and Technology Division, Los Alamos National Laboratory. Published in Materials Science and Engineering A339 (2003), pages 241-244.
[11] Cryogenic Treatment of Tool Steels; David N. Collins, National Heat Treatment Centre, University College, Dublin Ireland; Advanced Materials and Processes, December 1988; pages H23-H29.
[12] Structure-Property Relations in Nonferrous Metals; Russell, Alan M. and Lee, KOK Loong; John Wiley and Sons, 2005, page 18.
[13] Effect of Deep Cryogenic Treatment on the Mechanical Properties of Tool Steels; A. Molinan et al.; Journal of Materials Technology 118 (2001), pages 350-355.
[14] Cryogenic Treatment of Cutting Tools; Andrew Yong; Doctoral Thesis, National University of Singapore, 2006.
[15] Dr. Jeffrey Levine, Applied Cryogenics Inc., Burlington MA. Private Communication.
[16] On the refinement of carbide precipitates by cryotreatment in AISI D2 Steel; D. Das, A. K. Dutta, K. K. Ray; Philosophical Magazine Volume 89, Issue 1, January 2009, pages 55-76.
[17] http://www.cryogenictreatmentdatabase.org
[18] Role of Eta-carbide Precipitation’s in the Wear Resistance Improvements of Fe-12-Cr-Mo-V-1.4C Tool Steel by Cryogenic Treatment; Meng, Fanju, etal; ISIJ International, Vol 34 (1994) No. 20, pages 205-210.
[19] A Comparison of Effects of Cryogenic Treatment on Different Types of Steels: A Review; P. I. Patil and R. G. Tated; IJCA Proceedings on International Conference in Computational Intelligence (ICCIA2012), March 2012.
[20] Applications and Developments in Cryogenic Processing of Materials; Kristoffer P. Kollmer, Central Washington University; Technology Interface, Winter 1999.
[21] ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes; J. Dossett and G.E. Totten, editors.